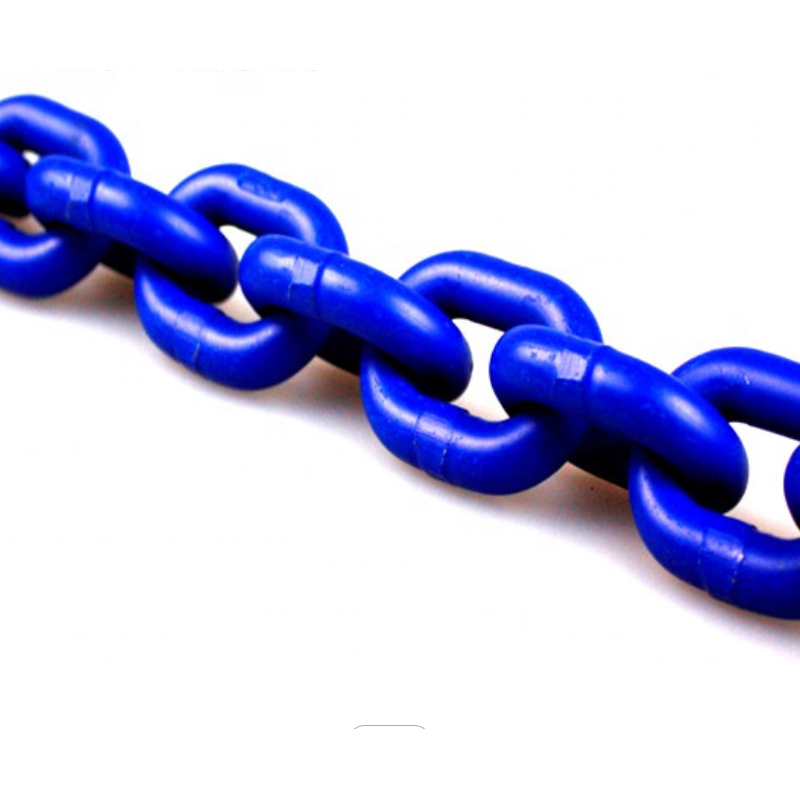
Пластиковая подъемная цепь для распыления — не просто компонент, а критически важный элемент надёжности в системах пневматического и гидравлического распыления: от шахтных буровых установок до мобильных агрегатов по нанесению защитных покрытий. Мы неоднократно видели, как стандартные стальные цепи выходили из строя при работе с агрессивными средами — кислотными растворами, щелочными эмульсиями, абразивными суспензиями. В таких условиях пластиковое покрытие перестаёт быть «дополнительной опцией» — оно становится условием эксплуатации.
Почему именно пластик? Три физических причины, а не маркетинг
Первое — полное исключение гальванической коррозии. Стальная цепь в контакте с медными или алюминиевыми деталями насоса и распылительной головки создаёт микротоки. Даже при лёгком повреждении цинкового слоя начинается точечная коррозия. Пластиковое покрытие толщиной 0,3–0,5 мм блокирует контакт металла с электролитом на 100%. Второе — снижение веса на 12–18% при сохранении разрывной нагрузки. Это напрямую влияет на динамику подъёма: меньше инерция, ниже нагрузка на редуктор и тормозную систему. Третье — демпфирование ударов. При резком останове или встрече с препятствием пластик поглощает до 40% энергии удара, предотвращая хрупкое разрушение звена.
Где пластиковая подъемная цепь для распыления работает лучше всего?
Шахтные буровые установки с рециркуляцией промывочной жидкости — здесь цепь постоянно контактирует с буровым раствором, содержащим карбонаты кальция, бентонит и полимерные добавки. Сталь быстро теряет прочность; пластик остаётся инертным.
Агрегаты по нанесению противокоррозионных составов на трубопроводы — высокая вязкость составов требует частых остановок и реверсов. Пластиковое покрытие снижает трение в направляющих роликах на 35%, уменьшая износ всей системы.
Мобильные установки для обработки леса и сельхозугодий — в условиях повышенной влажности и перепадов температур от –25°C до +60°C покрытие из полиэтилена высокой плотности (PE-HD) сохраняет эластичность и адгезию без растрескивания.
Что проверять при выборе — и что скрывают технические паспорта
Не все «пластиковые» цепи одинаковы. Ключевой параметр — не внешний вид, а способ нанесения и тип полимера. Электрофорезное покрытие даёт равномерный слой даже в межзвенных полостях, но требует предварительной фосфатации стали. Термопластичное напыление (например, PE-HD или PTFE-модифицированный полиамид) обеспечивает лучшую ударостойкость, но возможны зоны неполного покрытия на острых гранях. Мы рекомендуем запрашивать у поставщика протокол испытания на адгезию по методу ISO 2409 — класс 0 или 1 обязателен. Также обращайте внимание на диапазон рабочих температур: если в документации указано «от –10°C», это сигнал — покрытие на основе ПВХ, а не PE-HD. У последнего рабочий диапазон — от –40°C до +80°C.
ООО Шаньдун Хайвэй Цепь: как производство влияет на срок службы
На заводе в Синьтае пластиковая подъемная цепь для распыления проходит четыре обязательных этапа: термообработка стали по ГОСТ 27772–2015, многослойная подготовка поверхности (обезжиривание → травление → фосфатирование), электрофорезное осаждение полимера с контролем толщины слоя в каждой точке, и финишная термофиксация при 180°C в течение 25 минут. Такая технология позволяет достичь гарантированного срока службы — 18 месяцев при ежедневной эксплуатации в тяжёлом режиме. Для сравнения: у аналогов с одностадийным напылением этот срок редко превышает 6 месяцев. Все партии проходят испытание на усталостную прочность — 20 000 циклов под 50% от номинальной нагрузки без признаков отслаивания или трещин.
Выбирайте цепь — не по каталогу, а по задаче
Если ваш агрегат работает с водными растворами без абразива — достаточно покрытия G80 с электрофорезным полимером. При работе с песчаными суспензиями или в условиях частых ударных нагрузок выбирайте цепи класса G100 с усиленным PTFE-композитным покрытием. Диаметр звена должен соответствовать шагу направляющего ролика с допуском ±0,1 мм — иначе начнётся локальный перегрев и отслаивание. Не экономьте на сертификатах: настоящая пластиковая подъемная цепь для распыления всегда имеет протоколы испытаний на коррозионную стойкость по ASTM B117 (не менее 500 часов в солевом тумане) и на совместимость с химическими средами по ISO 175.
Надёжность в распылительных системах рождается не в момент монтажа — она закладывается на стадии выбора цепи. Пластик здесь — не замена металлу, а его умное продолжение. Он не скрывает слабости конструкции, а усиливает её там, где металл бессилен. Именно поэтому пластиковая подъемная цепь для распыления остаётся ключевым элементом в проектах, где цена отказа выше стоимости компонента в десятки раз.