FAQ
В: Вы фабрика или торговая компания?
A: Мы являемся зрелой фабрикой с цепочкой производства с более чем 30-летним опытом, богатым производственным опытом и командой НИОКР, предоставляющей клиентам комплексные индивидуальные услуги.
В: Каковы преимущества вашей компании?
A: Богатый опыт в производстве цепей, полное инспекционное оборудование, строгий контроль качества и конкурентоспособные цены
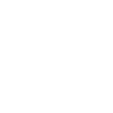
A) Разнообразные производственные линии (полностью автоматические, полуавтоматические и единичные производственные линии) могут соответствовать 3 мм-68 мм, G30-G100 и индивидуальной обработке различных размеров и материалов.
B) Опытные инженеры и команда контроля качества, которая строго контролирует качество, чтобы гарантировать качество для клиентов.
C) Опытный торговый персонал серьезно относится к требованиям каждого клиента и быстро реагирует.
D) Наша цель — беспроигрышный вариант. Предоставляйте клиентам лучшие решения в области проектирования, производства, качества и транспортировки продукции.
E) Существует определенный объем запасов для обычных продуктов, и могут быть приняты небольшие заказы.
В: Как вы контролируете качество?
A: A) Регулярно обслуживайте производственное оборудование для обеспечения рабочих стандартов.
B) Весь производственный процесс должен соответствовать стандартам ISO9001. C) Сырье поставляется крупными сталелитейными компаниями, должны быть представлены листы прокатного стана, а группа контроля качества отслеживает все производственные процессы и ведет подробные записи.
D) Принимайте сторонние проверки.
В: Где находится основной рынок экспорта вашей компании?
О: Мы в основном экспортируем на: европейский рынок, североамериканский рынок, австралийский рынок, рынок Ближнего Востока и Юго-Восточной Азии. Клиенты очень уверены в нашем качестве и обслуживании и установили с нами долгосрочные дружеские отношения сотрудничества. Мы также с нетерпением ждем вашего приезда и того, чтобы стать нашим новым партнером. Ваше удовлетворение — наше самое большое ожидание.
Добро пожаловать, отправьте нам запрос! Добро пожаловать на наш завод!